In principle does not seem that this operation is complicated and difficult.
Minimum radius on bending 6mm steel sheet.
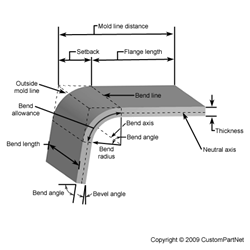
These dimensions are all in relation to a 90 angle.
In steel between 0 5 and 0 8 in.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
Use this document to choose values that are both manufacturable and meet your needs.
The minimum inside bend radius is even larger when bending with the grain.
Maximum weight is 40 kg.
These formulas are valid but they do not take into account whether the bend to be produced is a sharp or radius bend.
Picture a sheet of 0 100 in thick material 2 54 mm.
I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing.
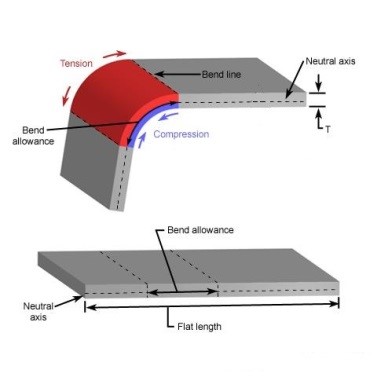
The bending of sheet metal with a punch and an array mounted at a folder is quite natural and normal.
The minimum bend radius data shown in these charts is measured to the inside of the bend.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
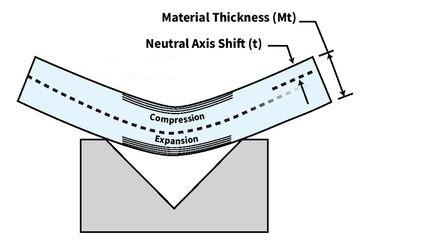
By multiplying the material thickness by 0 63 63 percent the natural minimum radius can be determined in this case 0 063 in.
The problem with bending too tightly.
Maximum sheet thickness for aluminum and stainless steel is 6 mm.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
Maximum sheet thickness for all other steel is 6 mm.
It is possible to choose other bends if you require but additional lead time and tooling charges may apply.
The tool can calculate the required bending force for bending aluminum stainless steel mild steel and weldox or strenx high strength steels.
Let s say i have a 2 mm thick sheet and i want to bend it.
To keep it simple i also use a 2 mm inside radius.
If the product contains one or more sharp bends use the dimensions from the sharp tables for all bends in.
Discover all our calculation tools in the calculators section of the top menu.
If a piece of material is bent too tightly problems can occur.
This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent.
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
Maximum dimensions are 2980 x 1200 mm.